Cutting blades are essential metalworking tools that are used for cutting and scraping. The metalworking industry materials which are commonly used include carbide, PCD, PCBN, and especially PCBN solid inserts. Carbide inserts possess high hardness and strength, making them suitable for cutting a wide range of metals. PCD inserts are diamond cutters with excellent resistance to wear that are used to process delicate materials. PCBN inserts and PCBN solid inserts offer high precision and thermal stability in hardened metal manufacturing. Choose the suitable type and brand of blades for the application and materials to ensure high-quality processing and safety.
Extremely hard and wear-resistant, making them ideal for machining hardened steels, cast iron, and other hard materials.
High heat resistance, allowing for high-speed machining and longer tool life.
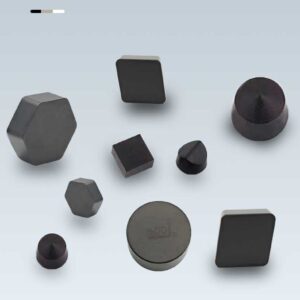
PCBN SOLID INSERTS
Higher wear resistance: Solid CBN inserts have a thicker CBN coating on the insert surface, which can provide a longer cutting lifespan.
Better thermal stability: The ceramic material used in solid CBN inserts can effectively increase the thermal stability of the insert top, preventing deformation or cracking during high-speed cutting.
Higher cutting efficiency: The cutting performance of solid CBN inserts is more stable, which can handle different materials and shapes of cutting tasks well.
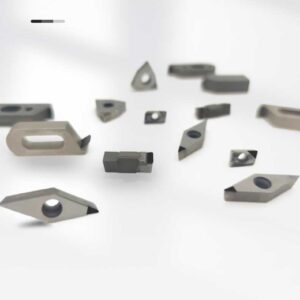
PCD INSERTS
Extremely hard and wear-resistant, making them ideal for machining non-ferrous metals, composites, and abrasive plastics.
High abrasion resistance, providing longer tool life.
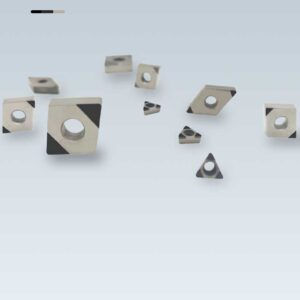
CARBIDE INSERTS
Toughness and wear resistance, making it ideal for general machining of steels, cast iron, and other materials.
Low cost compared to CBN and PCD inserts.
Inserts working material and cutting speeds
PROPERTY
CARBIDE
CERAMIC
CBN
PCD
Hardness [HV]
1,300-1,800
2,100-2,400
4,500-5,000
5,000-6,000
Machining Hard Steel
10 – 45 HRC
40 – 60 HRC
50 – 70 HRC
N/A
50 – 100 mm/min
100 – 300 mm/min
150 – 350 mm/min
160 – 320 SFM
330 – 660 SFM
500 – 1150 SFM
Machining Cast Iron
200 – 300 mm/min
400 – 800 mm/min
500 – 2000 mm/min
N/A
650 – 1000 SFM
1300 – 2600 SFM
1500 – 6500 SFM
Machining Super Alloys
20 – 60 mm/min
150 – 400 mm/min
100 – 400 mm/min
N/A
65 – 200 SFM
500 – 1300 SFM
330 – 1300 SFN
Machining Aluminum
300 – 800 mm/min
N/A
N/A
600 – 2500 mm/min
1150 – 2600 SFM
2000 – 8000 SFM
Need Help With Easier Industrial Solutions? We Are Experts!